




































Knowledge
-
 Introduction to Anti-UAV system and technology
Introduction to Anti-UAV system and technology -
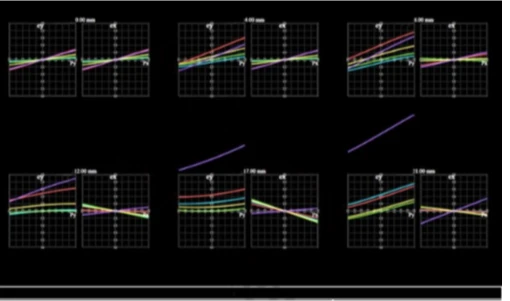 Image quality evaluation-aberration curve
Image quality evaluation-aberration curve -
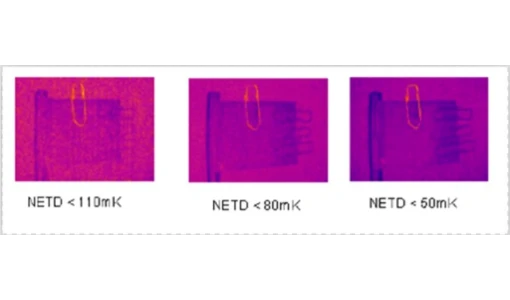 What is NETD in a Thermal Camera?
What is NETD in a Thermal Camera? -
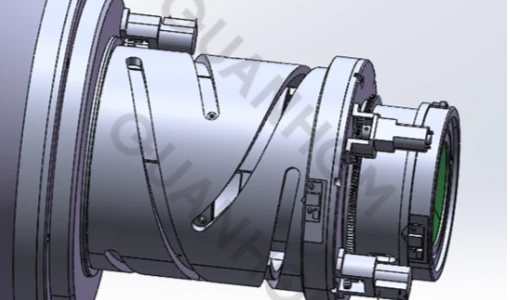 Structural design of continuous zoom lens
Structural design of continuous zoom lens -
 What is the sensor size?
What is the sensor size? -
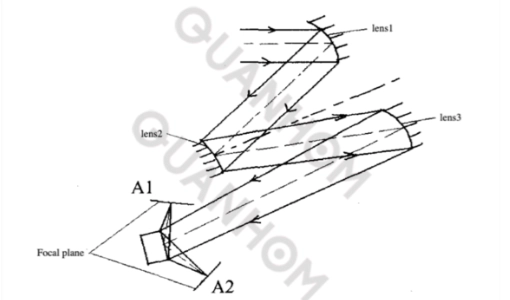 Infrared Optical System Structure
Infrared Optical System Structure -
 What Are The General Design Principles Of The Mounting Base Of The Infrared Optical Lens?
What Are The General Design Principles Of The Mounting Base Of The Infrared Optical Lens? -
 What Are Bad Pixels, Ghost Images And Vignetting effect In Infrared Imaging?
What Are Bad Pixels, Ghost Images And Vignetting effect In Infrared Imaging? -
 Design Of High-Resolution Long-Wave Infrared Continuous Zoom Optical System
Design Of High-Resolution Long-Wave Infrared Continuous Zoom Optical System